
FP Series User Report
SHIN-ASAHI ELECTRIC IND.CO.,LTD.
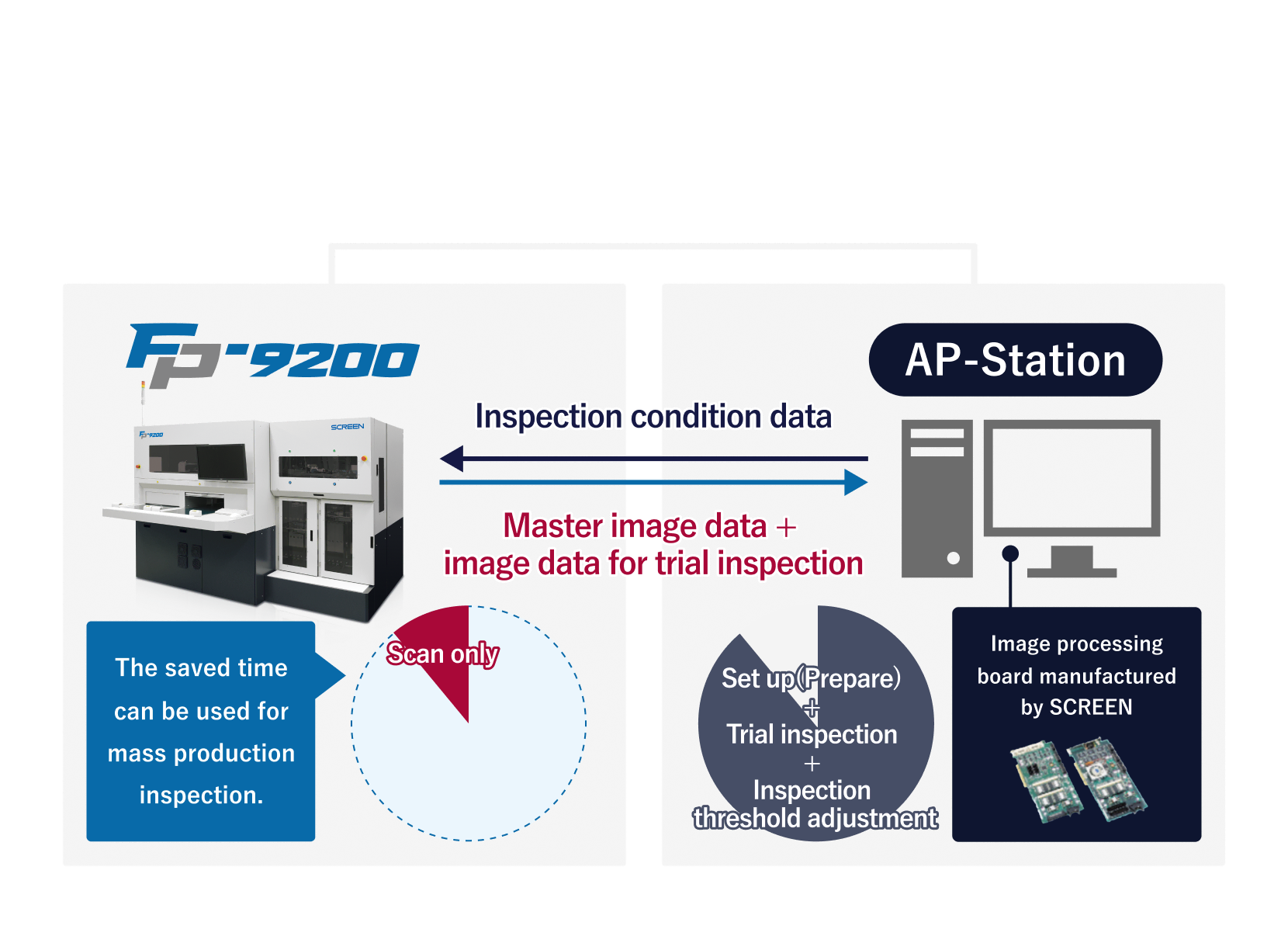
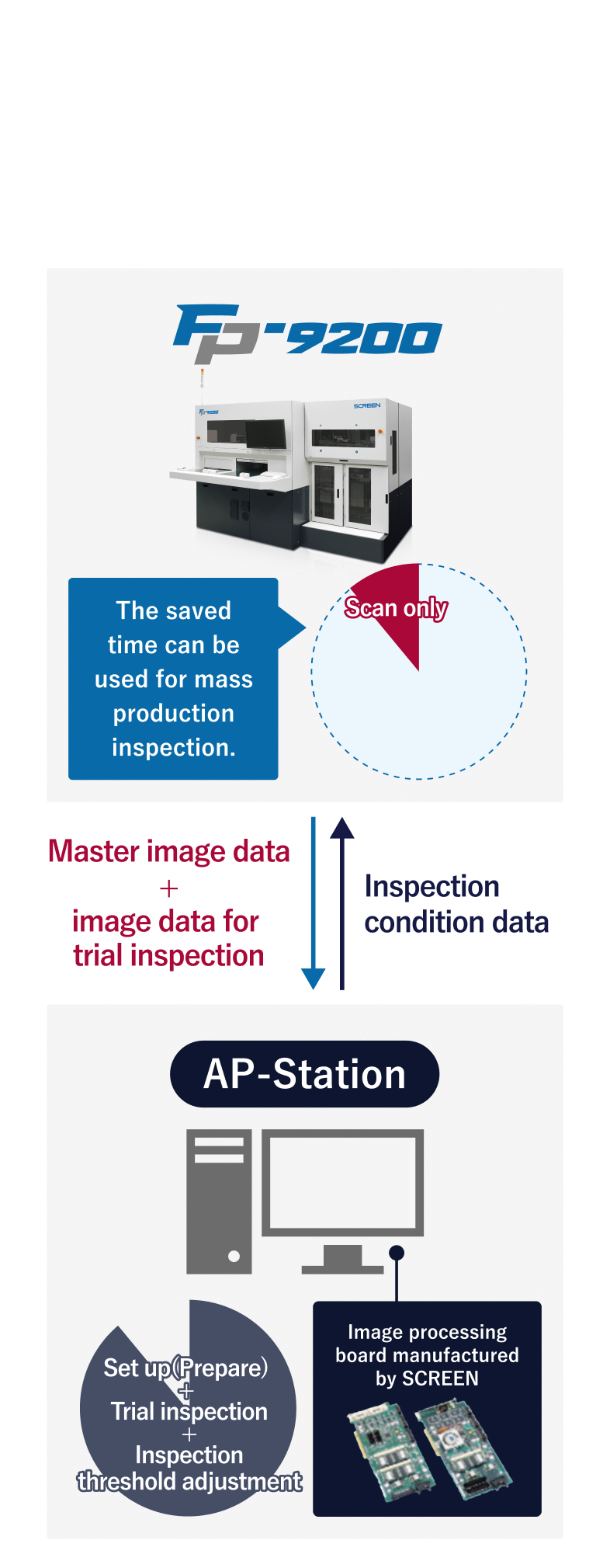
Introducing the FP series
reduces manpower and
improves inspection quality
How did SHIN-ASAHI ELECTRIC IND. win the trust of its clients?
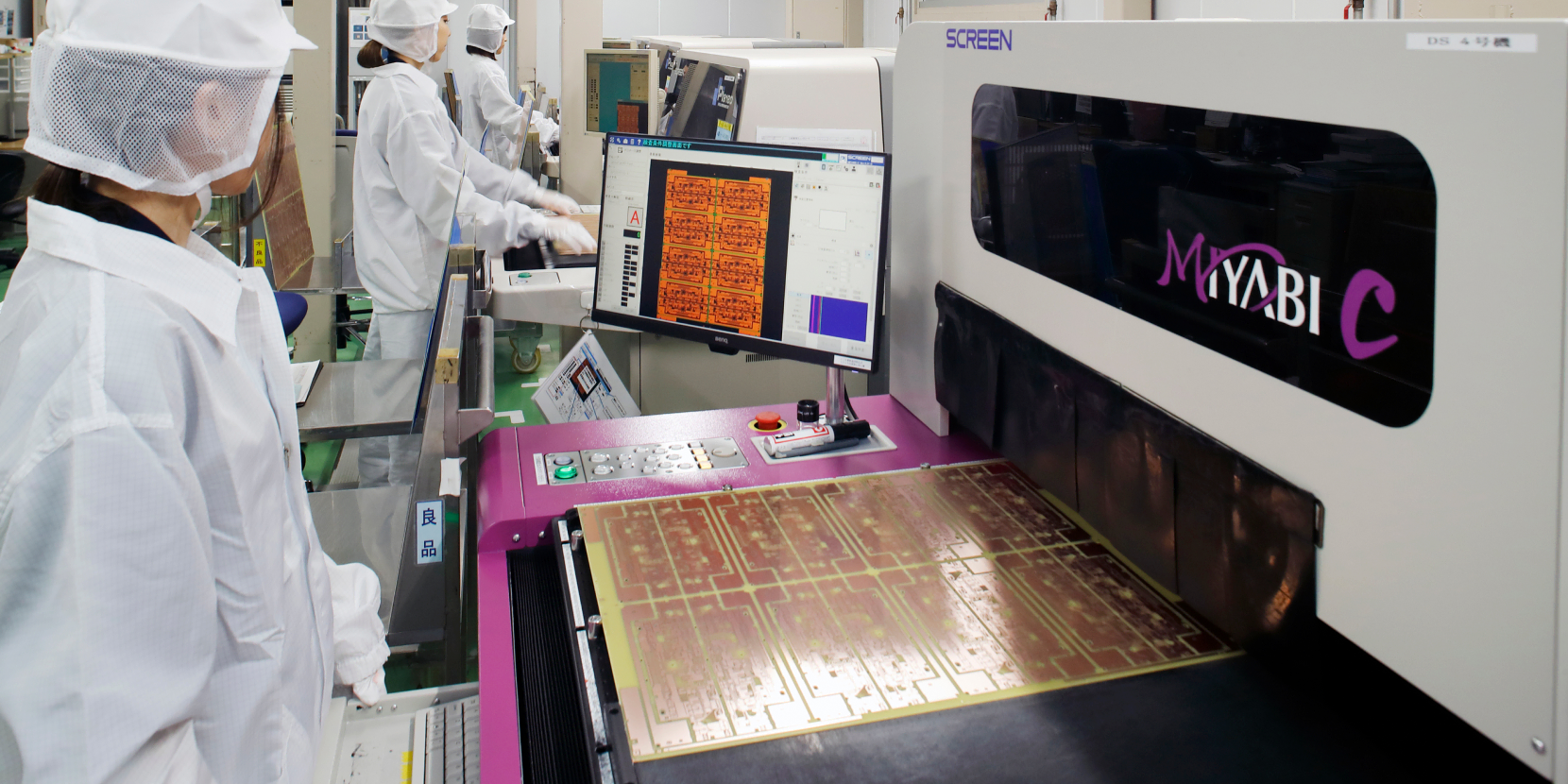
The company was founded in 1980 as a manufacturer specializing in printed wiring boards.The company's head office and factory are in Shinasahi-cho, Takashima City, Shiga Prefecture, west of Lake Biwa. It also has affiliated companies in Yamanashi and overseas.The company continues to focus on quality with the fundamental "Techniques". It has introduced its own "Master System" to train experts and improve technical skills, thereby striving to maintain high quality.SCREEN spoke to SHIN-ASAHI ELECTRIC IND. about the background that led them to introduce SCREEN's Automatic Final Visual Inspection (AVI) system FP series, how it is currently being used since its installation, and why it continues to increase the number of systems.

Mr.Takeshi ishikura
(Deputy Director of Manufacturing Department)

Mr. Yuya Yamamoto
(Quality Assurance Department Quality Assurance Section Chief Clerk)

Ms. Sara Ishida
(Manufacturing Department, Manufacturing Section 1, PP Section)

Ms. Miho Koyama
(Manufacturing Department, Manufacturing Section 1, PP Section)